
放热焊接工具附件包括模具夹、清洁刷以及放热焊接附件焊药等。当今接地系统接地体连接方式有压力焊、钎接、放热焊接等。要接地系统的性。接地系统的连接点的寿命 大于或等于接地导体的寿命。连接点 能承受多次故障电流在的情况下能保持低电阻.而放热焊接的连接点是符合以上条件的,而且还节省接地材料。
【放热焊接操作使用注意事项】
施工操作前, 被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。
施工操作中,点火之前, 盖上熔模盖,且熔模闭合处无开缝。
施工操作中,点火之前, 被焊接件焊接点位于型腔中心。
施工操作时,现场1.50米范围之内,不得有无关人员停留。
施工操作时,现场1——2米范围之内,不得有易燃物品摆放。
操作人员 戴上有 隔热效果的工作手套。
操作人员不得面对于熔模开口处操作施工。
点火时,一旦引燃粉被引燃,操作人员 立即离开熔模至少1.50米。
当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。
当放热焊剂反应结束后,须待熔模和被焊接件自然冷却10——20秒,使用老虎钳(或相似工具)从熔模中取出。
对被焊接件进行绝缘处理, 待导线 冷却之后方可进行。
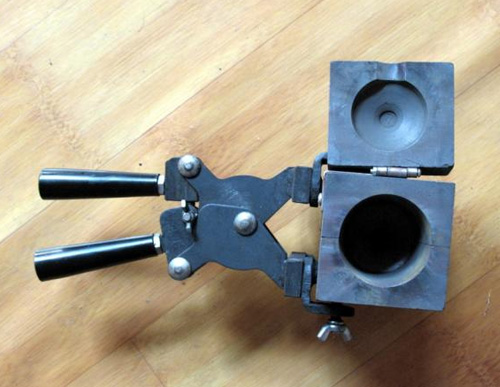
惠丰HF-MJ-型热熔焊模具采用、高纯细石墨加工制作而成。模具由:模腔、模穴、注入孔等组成。是热熔焊接工艺的专属产品。
模具制作过程应根据导体不同形状的对接方式(一字型、T字型、十字型等)、模穴的形状、尺寸及熔化金属的流向,并经过严密设计制造而成。按模具所需焊剂规格分四大类模具,对有要求的可根据对接方式、所需焊剂型号等量身定做。
【焊接模具型号】
|
产品型号 |
焊剂规格A |
产品型号 |
焊剂规格A |
|
HB-HY01 |
A≤90# |
HD-RM04 |
A≥350# |
|
HB-HY02 |
90#<A≤200# |
HD-RM05 |
模具 |
|
HB-HY03 |
200#<A≤300# |
|
|
【放热焊接模具注意事项】
1、 先根据连接件形状尺寸,开具合适的模具,并配置相应型号的焊粉。
2、焊接前对拉件进行处理,除油、除污物及氧化层。
3、对模具进行充分预热。
4、安装好模具检查后倒入焊粉并点燃反应。
5、对模具进行清理并准备下次使用
【热熔焊接的优越性】
一、电流负载能力大,熔接点的载流能力与导体相同,具有良好的导电性能,焊接前后的直流电阻比率变化接近于零,这是任何一种传统的连接方式所无法相比的。
二、机械性能好,因为是熔融接头,所以接头与导体是分子结合,是一种 性接头。
三、冲击电阻稳定,实验表明,在短时间大电流的冲击下,导体先于接头融化,因而不会受到浪涌电流的损伤。
四、,由于是熔融接头,没有接触表面,没有残余应力,且接头被纯铜覆盖,因而增强了导体的蚀能力。
五、操作简单 无需外界能源,无需专门装备。无需操作人员、室内、室外都可以操作,完成连接时间短。
 |
 |
|
 |
 |
|
 |
 |
|
 电话
电话 短信
短信 地图
地图 微信
微信